

Выбор метода металлообработки в зависимости от типа детали
Правильный выбор метода металлообработки напрямую влияет на качество готовой детали, сроки изготовления и экономическую эффективность производства. Каждый тип детали требует индивидуального подхода, учитывающего материал заготовки, геометрические параметры, требования к точности и шероховатости поверхности.
Современное машиностроение предъявляет высокие требования к качеству изготавливаемых деталей. Неправильно выбранная технология обработки может привести к браку, увеличению себестоимости и срыву производственных планов. Поэтому технологам необходимо понимать специфику различных методов обработки и их применимость к конкретным типам деталей.
Классификация деталей по типам обработки
В машиностроении детали классифицируют по конструктивным признакам, что определяет выбор основного метода их изготовления. Основные категории деталей включают:
- Тела вращения – валы, оси, втулки, фланцы, муфты
- Корпусные детали – блоки цилиндров, кронштейны, плиты, основания
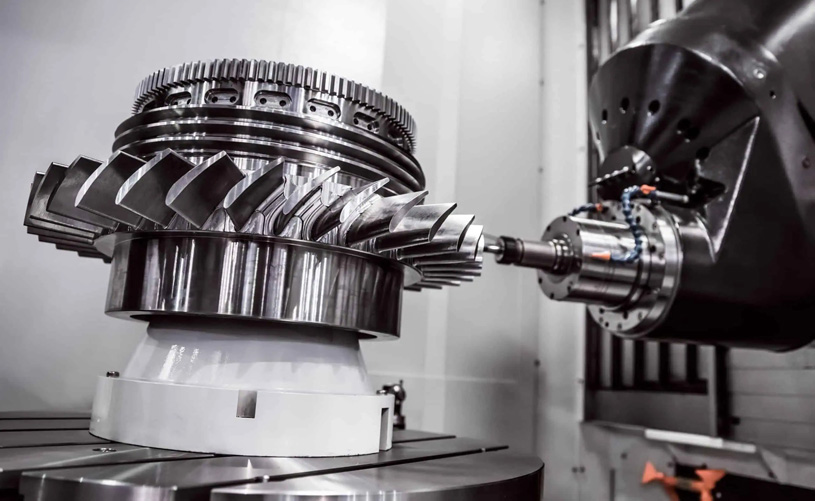
- Сложнопрофильные детали – лопатки турбин, зубчатые колеса, кулачки
Каждая категория деталей имеет характерные конструктивные особенности, которые диктуют выбор технологического оборудования и режимов обработки.
Тела вращения характеризуются наличием оси симметрии и обрабатываются преимущественно на токарных станках. Корпусные детали требуют обработки множества плоскостей, отверстий и пазов различной ориентации. Сложнопрофильные детали сочетают элементы обеих категорий и часто требуют специализированного оборудования.

Токарная обработка для тел вращения
Токарная обработка остается основным методом изготовления валов, осей и других деталей типа тел вращения. Современные токарные станки с ЧПУ обеспечивают:
- Точность обработки 6-9 квалитетов
- Шероховатость поверхности Ra 0,8-3,2 мкм
- Обработку диаметров от 1 мм до 2000 мм
- Длину деталей до 10000 мм и более
Особое внимание следует уделять выбору режимов резания в зависимости от обрабатываемого материала. Конструкционные стали марок 20, 45, 40Х обрабатываются на скоростях 80-150 м/мин, нержавеющие стали требуют снижения скорости до 50-80 м/мин из-за склонности к наклепу.
При обработке цветных металлов и сплавов необходимо учитывать их физико-механические свойства. Алюминиевые сплавы позволяют использовать высокие скорости резания до 300-500 м/мин, но требуют острого инструмента для предотвращения налипания материала.
Технологические особенности токарной обработки
Успешная токарная обработка зависит от правильного выбора инструментальной оснастки и режимов резания. Критически важные параметры включают:
- Геометрия режущей части резца (передний и задний углы)
- Материал режущей пластины (твердый сплав, керамика, PCBN)
- Система охлаждения и смазки зоны резания
- Жесткость технологической системы

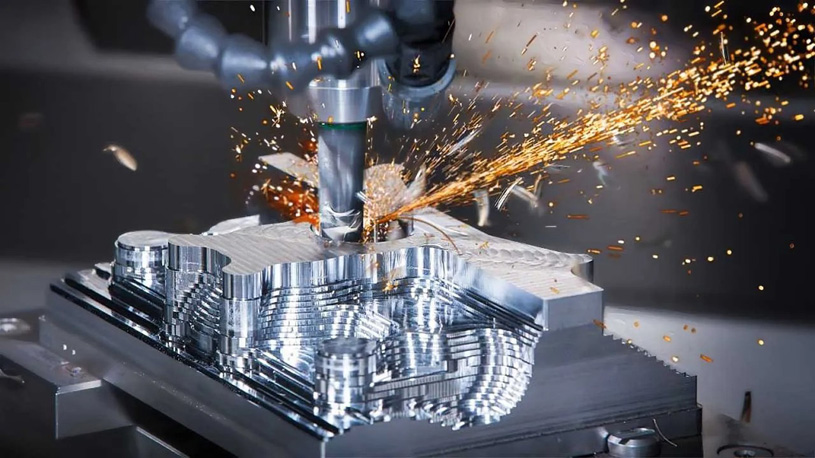
Фрезерная обработка корпусных деталей
Фрезерование является основным методом обработки корпусных деталей сложной геометрии. Многокоординатные обрабатывающие центры позволяют выполнить полную обработку детали за один установ, что существенно повышает точность и производительность.
Достижимые параметры качества при фрезеровании:
- Точность позиционирования: ±0,02-0,05 мм
- Шероховатость: Ra 1,6-6,3 мкм (черновая), Ra 0,4-1,6 мкм (чистовая)
- Плоскостность: 0,02-0,1 мм на длине 1000 мм
Современные фрезерные центры способны обрабатывать детали массой до 50 тонн с точностью, недостижимой для традиционных методов обработки.
Типовые фрезерные операции включают черновое и чистовое фрезерование плоскостей, обработку пазов различной формы, карманов сложной конфигурации, сверление и растачивание отверстий под различные посадки.
Шлифование для финишной обработки
Шлифование применяется как финишная операция для получения высокой точности размеров и качества поверхности. Этот метод незаменим при обработке закаленных сталей твердостью более 45 HRC.
Параметры качества при шлифовании:
- Точность размеров: 5-6 квалитеты
- Шероховатость: Ra 0,1-0,8 мкм
- Отклонения формы: 0,002-0,01 мм
Ограничения метода связаны с низкой производительностью и высокой стоимостью абразивного инструмента. Кроме того, шлифование применимо не ко всем геометрическим формам - внутренние полости сложной конфигурации часто недоступны для обработки.
Типичные области применения шлифования включают обработку направляющих станков, прецизионных валов, калиброванных отверстий, рабочих поверхностей штампов и пресс-форм.
Факторы выбора технологии обработки
При выборе метода металлообработки необходимо комплексно анализировать множество факторов, каждый из которых может стать определяющим в конкретной ситуации.
Влияние материала детали
Обрабатываемость различных материалов существенно отличается:
- Углеродистые стали (20, 45, У8) – универсальная обрабатываемость всеми методами
- Легированные стали (40Х, 30ХГСА) – требуют снижения режимов резания на 20-30%
- Нержавеющие стали (12Х18Н10Т, 08Х18Н10) – склонность к наклепу, необходимы острые инструменты
- Цветные металлы (алюминий, медь) – высокие скорости резания, проблемы с отводом стружки
Особую группу составляют труднообрабатываемые материалы – жаропрочные сплавы на основе никеля и кобальта, титановые сплавы, которые требуют специализированного инструмента и режимов обработки.
Геометрические параметры и точность
Геометрия детали во многом определяет выбор метода обработки и последовательность технологических операций. Ключевые геометрические факторы:
- Соотношение длины к диаметру для валов (L/D > 10 требует дополнительных опор)
- Толщина стенок корпусных деталей (тонкостенные детали склонны к деформации)
- Наличие глубоких отверстий (L/D > 5 требует специального инструмента)
- Доступность обрабатываемых поверхностей
Требования к точности напрямую влияют на выбор финишных операций. Детали 6-7 квалитетов обрабатываются шлифованием, 8-9 квалитеты достижимы точением и фрезерованием, более грубые требования позволяют ограничиться черновыми операциями.
Комплексный подход к металлообработке
Современное производство требует интеграции различных методов обработки в единый технологический процесс. Металлообработка на заказ предполагает оптимальное сочетание различных технологий для достижения требуемых параметров качества при минимальных затратах.
Типовые технологические маршруты включают:
- Черновая обработка для удаления основных припусков
- Термическая обработка для достижения требуемых свойств материала
- Получистовая обработка с припуском под финишные операции
- Финишная обработка для обеспечения точности и качества поверхности
Многофункциональные обрабатывающие центры позволяют выполнить до 80% операций технологического процесса за один установ детали.
Особое значение приобретает изготовление сложных деталей, таких как зубчатые колеса, требующих специализированного оборудования и высокой квалификации персонала. Интеграция различных методов обработки позволяет получить готовую деталь с минимальными межоперационными погрешностями.
Автоматизация производственных процессов становится ключевым фактором конкурентоспособности. Современные системы ЧПУ позволяют полностью автоматизировать обработку деталей средней сложности, включая автоматическую смену инструмента, контроль размеров и коррекцию износа режущего инструмента.
Заключение
Выбор оптимального метода металлообработки требует комплексного анализа технических требований к детали, свойств обрабатываемого материала, экономических ограничений и производственных возможностей предприятия.
Современные тенденции развития металлообработки направлены на повышение точности, производительности и гибкости производственных процессов. Успешное решение технологических задач возможно только при глубоком понимании физических основ процессов резания и возможностей современного оборудования.
Постоянное совершенствование технологических процессов и внедрение инновационных решений остаются важнейшими факторами повышения конкурентоспособности машиностроительной продукции на современном рынке.
Добавить комментарий